





CNC Vacuum Work Holding Pad
A 3D printable vacuum workholding system for clamping stock to a CNC machine.
The goal here was to design a tiny DIYable system similar to the Air Weights Work Holding System. Because this design is limited by the size of the 3D printer the workspace is much more limited. However, it has worked great for running repeated jobs for smaller parts and will get you going for a fraction of the cost.
Printed Parts
-
Vacuum Pad - The pad itself gives a work area of 5.5" x 9.5". It should fit nicely on any i3 style print bed. The four tabs that extend off the side of the pad allow you to screw the pad down to your CNC table. I had my CNC cut the holes directly into my spoilboard then slotted in some threaded inserts so I can easily add/remove the vacuum pad with 4 machine screws. The air inlet port is on the bottom of the pad, which means you will need to run the air through the bottom of your CNC table. Originally I had the port extending out of the side but I started running into clearance issues when cutting thicker material so this decision was made in order to slim the pad down as much as possible. It also has the added benefiet of keeping the air hose out of the way.
-
Air Adapter - This part will stick into the bottom of the vacuum pad. It is threaded to fit a 1/4" NPT quick connect fitting. I found that printing this at a .1 layer height made the threads nicer.
Non Printed Parts None of these links are affiliate links, just posting examples of the items I used for simplicity.
-
Vacuum Pump - This is the exact pump I am currently using. Something 5CFM or stronger would probably be better, but as I was just testing this out I didn't want to spend a ton on an expensive pump in case this ended up not working at all.
-
1/4" NPT quick connect fittings - These will be used to connect the hose between the vacuum pump and the vacuum pad.
-
1/4" OD hose - Used to connect the vacuum pump to the vacuum pad.
-
3mm Diameter Foam Rubber Gasket Material - This is the exact material I have been using. This slots into the groove on the vacuum pad to help form a seal between your workpiece/spoilboard and the pad. I also tried using O-Ring material but found it was too rigid and did not compress enough to form a good seal.
Assembly
- First you will need to install the gasket in the groove on top of the vacuum pad. I did this by laying a thin layer of CA glue in the groove and gently pressing the gasket in to place. I found it easiest to work in sections to avoid a glue mess. Be careful not to stretch the gasket when applying it, and to keep glue off the top of the gasket which can make sections of the gasket become rigid and more difficult to seal against.
- Next simply glue the air adapter into the hole on the bottom of the gasket.
- Finally thread a quick connect adapter into the air adapter once you have given the glue some time to set. It won't neccisarily need to screw in all the way. It should thread pretty easily at first and you will feel it start to get tighter. Just get it nice and snug.
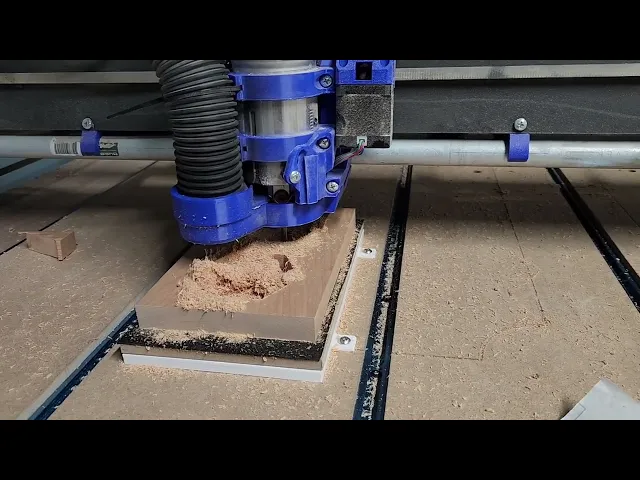
Through Cutting
Doing through cuts on a vacuum table can be tricky because if you place a piece directly on the vacuum pad, as soon as you cut through the workpiece you will break the seal and lose the vacuum. There is a way around this however which involves using a thin spoilboard with its own gasket on top. You can see an example of this strategy used here as part of the Air Weights system.
I made my own version of this using simple tool drawer liner available at your local big box hardware store and some super 77 spray adhesive which you can see in some of the pictures below. The basic steps are as follows:
- Start with a piece of slightly greater than 1/4" MDF. I made this by resawing 3/4" mdf in half on my bandsaw, but you would probably be fine starting with 1/2" MDF as well.
- Surfaced one side of the mdf with my jointer. From what I have read, you want to remove a thin top layer from the MDF to really expose the pores in the material. You could also just do this on your CNC.
- Place the MDF on the vacuum table, engage the vacuum and surface the spoilboard. I have done cuts without this step, but I noticed an overall improvement in accuracy when this spoilboard was surfaced before adding the gasket.
- Ideally you end up with a spoilboard that is around 1/4" thick. I had varrying results with boards at different thicknesses, but 1/4" always seemed solid.
- Using a leather hole punch, I dropped a bunch of 1/4" holes roughly 1/4" or so apart into the tool drawer liner.
- Attach the liner to the mdf spoilboard with super 77 spray adhesive. Spray the liner, not the MDF so you dont clog up the areas where your holes are exposing the vacuum.
Tips on Cutting with Vacuum Holding
- Each part that you cut out completely reduces the overall hold you have on the workpiece.
- If you have several parts to cut out of one piece of stock, cut each part out most of the way through, leaving half a millimeter or so of material. Then do a final pass on each piece. This should greatly reduce the force you are applying to your workpiece and increase the chances that your piece holds.
- Try to just barely touch the gasket on your spoilboard when cutting all the way through. This will help increase the life of your spoilboards.

Modular CNC Vacuum Workholding Table

Simple CNC router hold down clamp
CNC Tool Holding Magazine.x_t
Resistance Workout Band Foot Hold Pad
Resistance Workout Band Foot Hold Pad
6040 CNC vacuum holder

3018 CNC adapter for scheppach vacuum

Two Tier Work Bench Assembly for CNC Router by ArchimeDesign

Tens 2X2 Pad Holder Tray

Gridfinity 125mm sanding pads tray

Lily Pad Cupholder - Pool Can Holder with Self Adjusting petals

Bath Lilies - Wine Lily and CandleLily - Bath Wine Holder, and Tub Candle Floats, Frog
Gridfinity Collet Holder Collet-ction
The Impossible Planetary Gear Fidget
#Gridfinity Parametric Bit Holders

Planetary Compartment Container

Rei Ayanami - Neon Genesis Evangelion - Fanart

Tiger Controller Stand – Creature Series #4

Momentus Mind Camera Basic // Fidget Clicker + Memory Device
