




Sphereical Surface Measure tool
At some point I'd really like to grind a reflector mirror for a telescope. That's going to take a bunch of stuff I don't have, and this is one of those things. Or at least a starting point for that.
This is something that shouldn't be getting a lot of pressure put on it, but even with that it is best if the device is very rigid. When I'm switching this over from prototype to useful tool, there are 2 things I want to do, replace the threaded holes at the corners of the triangle with threaded inserts, and replace the PETG and PLA options with either glass or carbon fiber filled filament. presumably both would be best with continuous, but since I don't have a machine that will easily do continuous glass or carbon fiber infill, I'm expecting that I'll have to find a different solution. Maybe I'll have access to a mini-mill and can carve a set out of a couple of billets of aluminum. In any case, as always, there are places where improvements can be made.
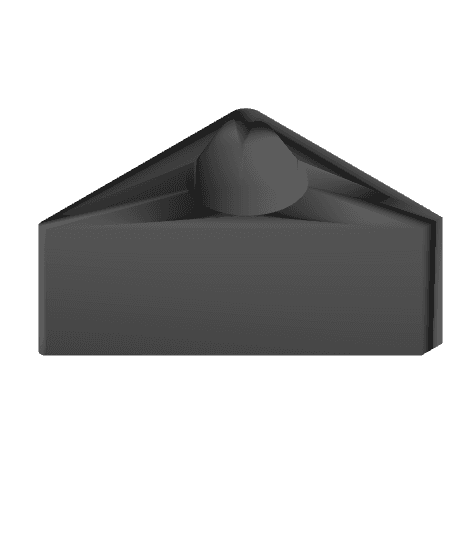
Ok, the idea. 3 points make a plane. Those points are going to be the ends of M3 screws threaded through the Triangle holes of the model. Add an inexpensive depth micrometer, say one of the many tire tread depth meters, and you can start measuring for surface variations above and below the plane provided by the 3 points mentioned above. (Depending on what you are measuring, you may want to either grind points onto the ends of the M3 screws, or grind ball ends if you want to reduce the chance of marring the surface. Starting with a surface plate of some sort 9a block of granite countertop may be an inexpensive option if you are in the budget space, or if you are really in the budget space, find someone who does countertop installations and see if he has a spare bit of countertop left over from a kitchen sink install in a kitchen remodel. Yes the better material you can get, the more accurate you're going to be, but I'm assuming that if you're not getting one of these made up in titanium, with a set of Nagoya depth mics, budget friendly is kind of in your market.
So, set the assembled device on your "surface plate" (whatever you're using.) Turn on the depth micrometer if it's a digital, and extend the pin to the surface of the surface plate. now zero the meter (press zero on the digital mic, or rotate the dial to set the pointer to zero. Now go to the surface you are measuring. set the 3 points on the surface, and extend the pin to the point you wish to measure. The meter should display a depth reading. If the surface is higher than the plane of the points, the surface reading may be displayed as negative, that's OK. Record the absolute value of the meter. i.e. if it's negative, eliminate the minus sign.
I've included 2 models here. One of them labeled 'Small' has a radius of 40 mm from the center point to the center of the corners. The other has a radius of 80 mm. For now let's call that "r" not to be confused with "R" which will be the computed radius of the sphere your surface feature has.
Another use here may be to evaluate how 'flat' your print bed is. For that use the rounded corner pins to avoid damaging the bed material. In this case set up a 'grid' and take measurements wherever you can get them, and plot them for surface flatness, in this case "+" values are low, "-" values are high.
So if you used the small device, you can work out the approximate radius of the sphere by using your basic trig and algebra lessons to work out the chord of the circle described by the point of the sensor pin, and the radius of one of the 3 corner pins. This gives you an angle from the center contact to the radius pin of the inverse tangent of measurement/40. The length of that chord is simply the square root of (measurement squared + 40 squared) Divide that result by 2 and you get the adjacent side of a right triangle with the hypotenuse being the radius of the circle. To derive that we use cos(theta)=adjacent/hypotenuse, moving that around we get Radius=adjacent/cos(angle), plug in the information we calculated already, and we get a the radius of the sphere. That may be nice if you're trying to work out how long to make the router suspension arm to carve out a dish to set the sphere on, but I'm going to presume that you are going to be working on making that telescope reflector and need the focal length, or an approximation of that. For that we need to know the angle described by that spherical radius and the tool radius. For that we use cos(theta)=adjacent/hypotenuse or in this case, angle = inverse cos(tool radius/sphere radius). Since we need to know where the light reflecting off this surface is going, we assume that the light passing through the center of the sphere, and the center of the tool, light reflecting off the point of the tool should reflect to the focus point of that, at an angle that's twice the angle to the center of the sphere. To calculate that we would subtract that calculated angle from 90, double the result, and subtract that value from 90, we get the angle between the center pin and a corner pin, around the sphere center. You can then use tan(angle)=focal length (opposite) / r (adjacent), or you can simply recognize that by doubling the angle, you've effectively divided the spherical radius by 2, and while the precision isn't there, it's going to give you an approximation you can work with in designing the tube your telescope will need to have, as well as figuring out how far you need to set up your eyepeace and eyepiece reflector for your telescope.
A simpler way to estimate the radius and focal length if you have a cad program is to lay out a pair of lines at right angles, one that is twice the tool radius, and one is a center line perpendicular to the tool radius lines. Now draw an arc with endpoints at the remote ends of the tool radius lines, and use the crossing line to drop an end point on the arc, and the other end point on the tool radius lines center. Now set the length of that line as the measured distance the tool reported. This should result in a fully constrained drawing, and the CAD program should tell you what the calculated sphere radius is, and you can then divide that by 2 to get the estimated focal length.
Again, there are many things you can do differently here. Whether that's using different materials, different fixturing, use a different depth gauge for your measurements, replacing the threaded holes with threaded inserts. That's up to you. As this stands, it's best described as a starting point tool on figuring out where you are in grinding a mirror. You're best bet for getting best results is to work with one of the many people who show how to hand grind mirrors for astronomy, and otherwise build telescopes to get to a point where you have functional results. Have fun, remix if that's of interest too you, and have a great time.
Sphereical Surface Measure tool

Angle measure tool(Rough draft)
Filament measuring tool
Screw Measuring Tool with raised letters gridfinity topper
CHEP PTFE Cutter and Measurement Tool
1m Folding Ruler Print in Place Measuring Tool

18 inch wheel offset measuring tool
major angle measuring tool

Sights for laser bosch measuring tool

FOC - front of center - measuring tool

Auszugslängenmesser - Draw lengh measure tool
sewing measurement tool

Bamboo Bits - Toolbox on your Table - Screwdriver, Tape measure, Tool Storage

Measuring Tools - With Free Dragon - 5e DnD Inspired for RPG and Wargamers

BMW Ride Height Measuring Tool

Diameter Fillet Gauge 0.04-0.78 Inches OD

Ikea Skadis Tape Measure Holder

Gridfinity HOTO tape measure holder.stl

Workshop Measuring and Marking Organiser

Packout Wall Tape Measure Tray
