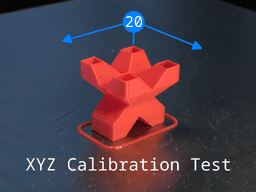

XYZ Calibration Test - Vase Mode
Quick 10 minute print - 0.3 m of filament
Don't waste your precious time and filament printing a so called “calibration cube”!
This quick print provides clues for all the important features and settings:
Extrusion width E-steps / rotation distance (X, Y, Z) Bridging Cooling Overhangs Speed / accelleration First layer / bed adhesion Retraction (stringing test, seam test) Preassure advance / linear advance
Print Settings 1 perimeter 0.2 mm layer hight 3 bottom layers Disable “Ensure vertical shell thickness” (PrusaSlicer) No Infill, top layers, brim or supports
Troubleshooting https://www.reddit.com/r/3Dprinting/wiki/troubleshootingandcalibration
Some quick tipps:
Extrusion width Check if the thickness of one of the outside walls at the top matches the setting in your silcer E-steps / rotation distance (X, Y, Z) If the outside dimensions are not 20 mm but way off, correct the settings for the affected axis Bridging / cooling If the bridging perimeters in the top center are drooping/sagging, check cooling an bridging settings in your slicer 45° overhangs If the perimeters in this section are drooping/sagging, check the part cooling and cooling settings in your slicer Speed / accelleration ringing, bulged corners - you may want to reduce speed and/or accelleration (also see Preassure advance / linear advance) First layer / bed adhesion If there are problems with the print adhering to the bed, check if
- the bed is level and parallel to the x-axis
- the bed is clean - no dirt or grease
- the bed temperature is correct If the print is wider at the bottom (first few layers) than at the top, check your z-offset and first layer settings
Retraction (stringing test) If you experience stringing, check your retraction and cooling settings Preassure advance / linear advance If large seam gaps or bulged corners appear, consider tuning your printer firmware settings for preassure advance (Marlin) / linear advance (Klipper)
XYZ Calibration Test - Vase Mode

Faceted Mosaic Vase (vase mode)

Vibration Vase - Stunning Modern Vase (Vase Mode or Traditional Print)

SPIRAL Vase - Vase Mode

Modern Sculptural Vase (vase mode)

Minimalist Knitted Vase (vase mode)

SPROUT Vase - Vase Mode

SWIRL Vase - Vase Mode

Star Decoration Vase, Vase Mode & Shelled

Geometric Bulb Vase (vase mode)

Modern Fluted Geometric Vase - Vase Mode Optimized

Abstract Bulb Vase - Vase Mode

Sleek Bulb Vase - Vase Mode

Honeycomb Vase (vase mode)
Cloud vase collection ( Vase Mode)

Vase Mode Toilet Vase

Twisted Cloud Vase Collection ( Vase Mode)

Textured Vase Zigzag (vase mode)
.png&w=3840&q=75)
A Swirling Organic Vase (Vase Mode)
Balloon Style Vase - Vase Mode - 80x100x110