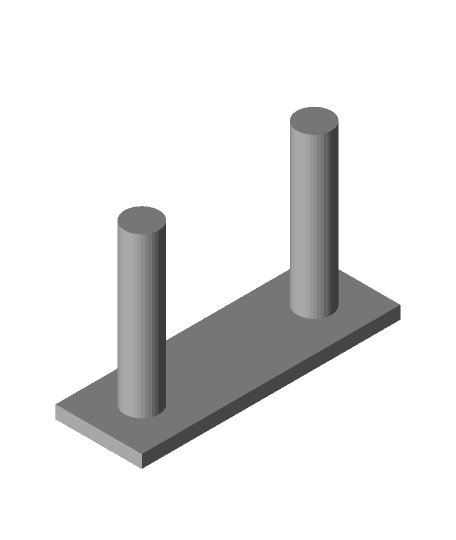
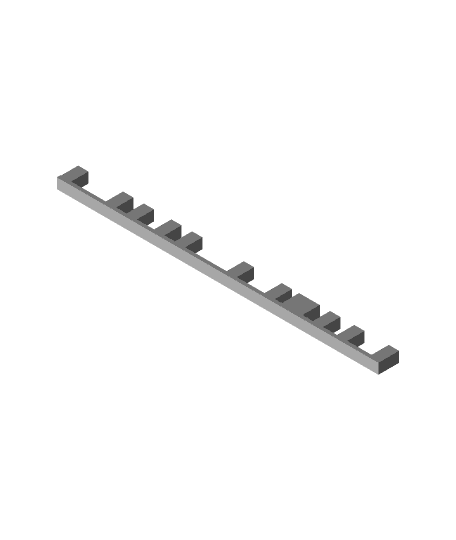
Retract Test
Print the part and check if you have some strings on your part. Si es asi, you could try to change the parameters to find the best settings to suppress this strings. The most important parameters you should check in your slicer to minimize the stringing are the following:
Temperature Retraction distance Retraction speed
Temperature is a vital factor and probably one of the 5 most important settings in your profile. If you have a lot of stringing you are almost certainly melting at too high a temperature. Remember that all materials have a range of temperatures in which they can be printed, so try lowering the temperature and bringing it closer to the lower limit recommended by the manufacturer. If you are already using a very low temperature and still have stringing, check the following points.
While it is not possible to “suck” plastic out of the nozzle, as no negative pressure can be created, it is possible to minimize the pressure on the nozzle by pulling the filament out of the hot zone of our hotend. The shrinkage distance is very dependent on our printer, as both the melter and extruder and the type of extrusion (direct or bowden) must be considered. Most bowden printers perform well with a shrinkage value between 3mm and 6mm, and direct extrusion printers between 0.5mm and 2mm.
The speed of retraction is another important factor, as the higher the speed the lower the stringing. This speed will depend on the motor of our extruder and also on the type of extrusion. Generally values between 40 mm/s and 60 mm/s usually work.
Printing Conditions:
- Nozzle Size : 0.4
- Layer Height : 0.2
- Initial Layer Height : 0.2
- Line Width : 0.4
- Wall Line Count : 3
- Top/Bottom Thickness : 0.8 mm
- Enable Retraction : True
Estimated printing Time = 7min
Retract Test
4 Cones Retraction Test
Another Retraction Test Tower - Multitester
Multi distance Retraction Test Object
Retraction Test For 3D Printing
Oozing / Retraction Test Part

Retraction torture test

Stringing Bridge Test for OrcaSlicer – Retraction Calibration STL

Simple Adjustable Stringing Test
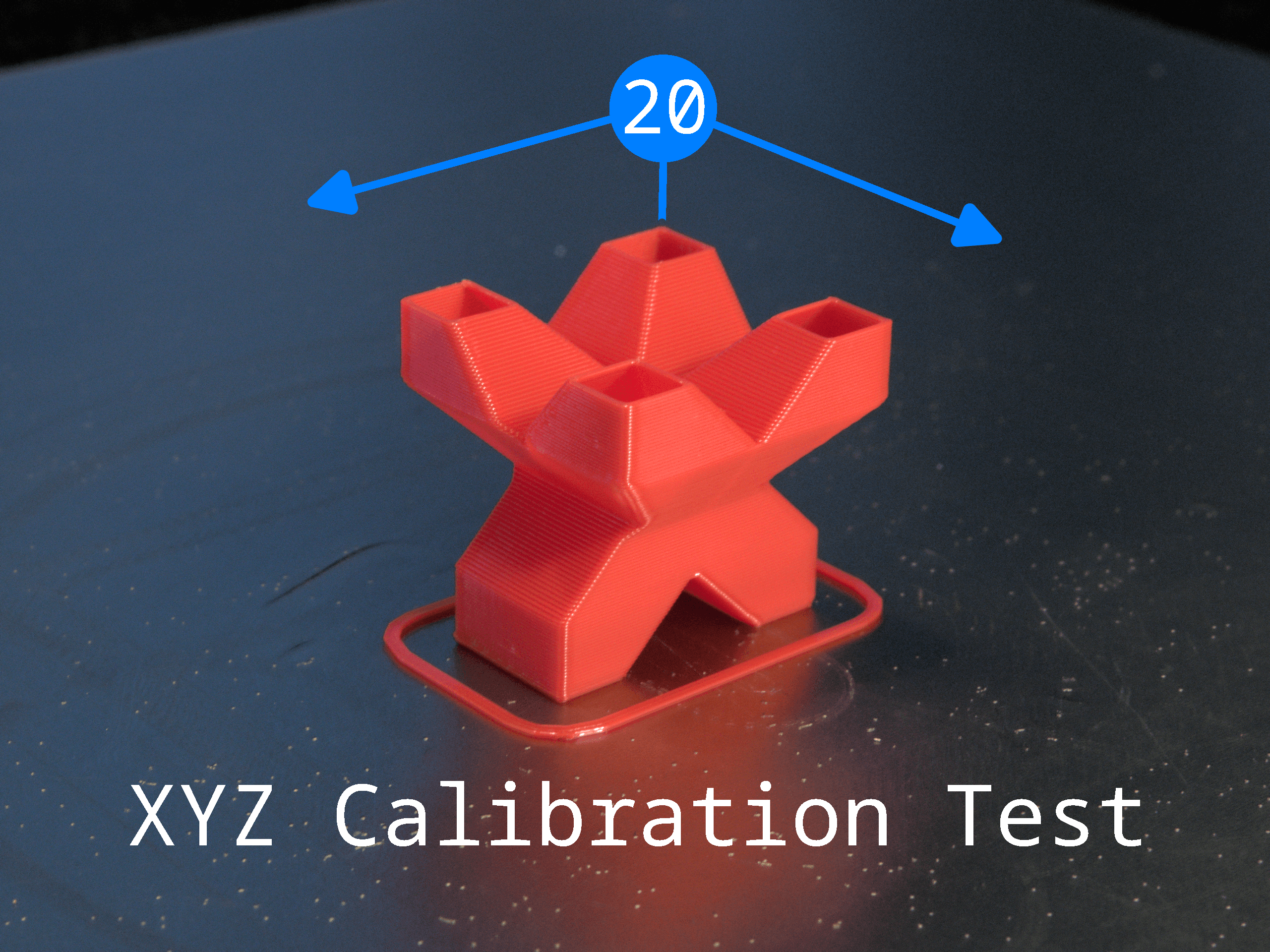
XYZ Calibration Test - Vase Mode

Collapsing Master Sword (Print-in-place)

Collapsing Master Sword with Replaceable Blade
Sword-Saber Test Print

Collapsing Katana with Curved Blade
Collapsing Katana with Removable Blade

Collapsing Pirate Sword with Removable Blade
Collapsing Scottish Claymore
Collapsing Broadsword with Removable Blade

Pot Of Gold - Can Cup Lid

Torture Test Trophy