
Hallow Calibration Cube.stl
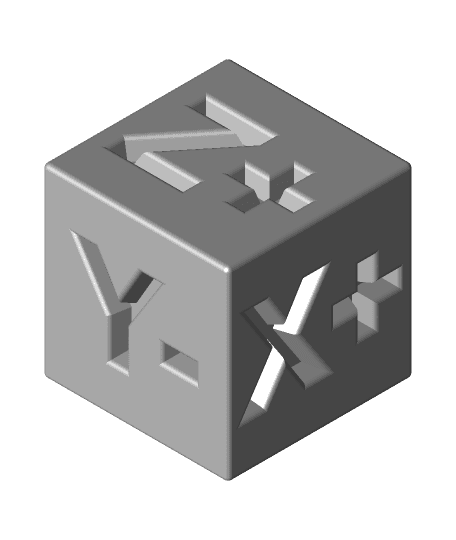
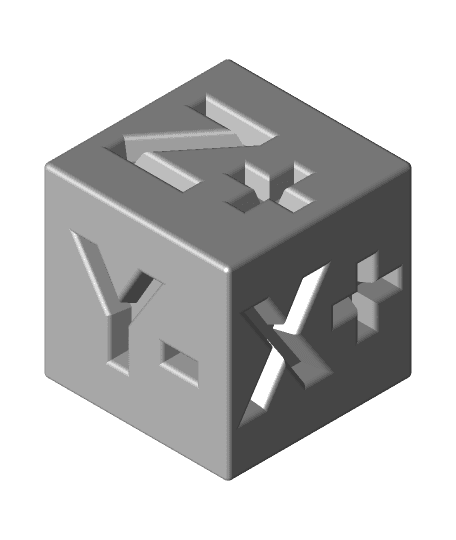
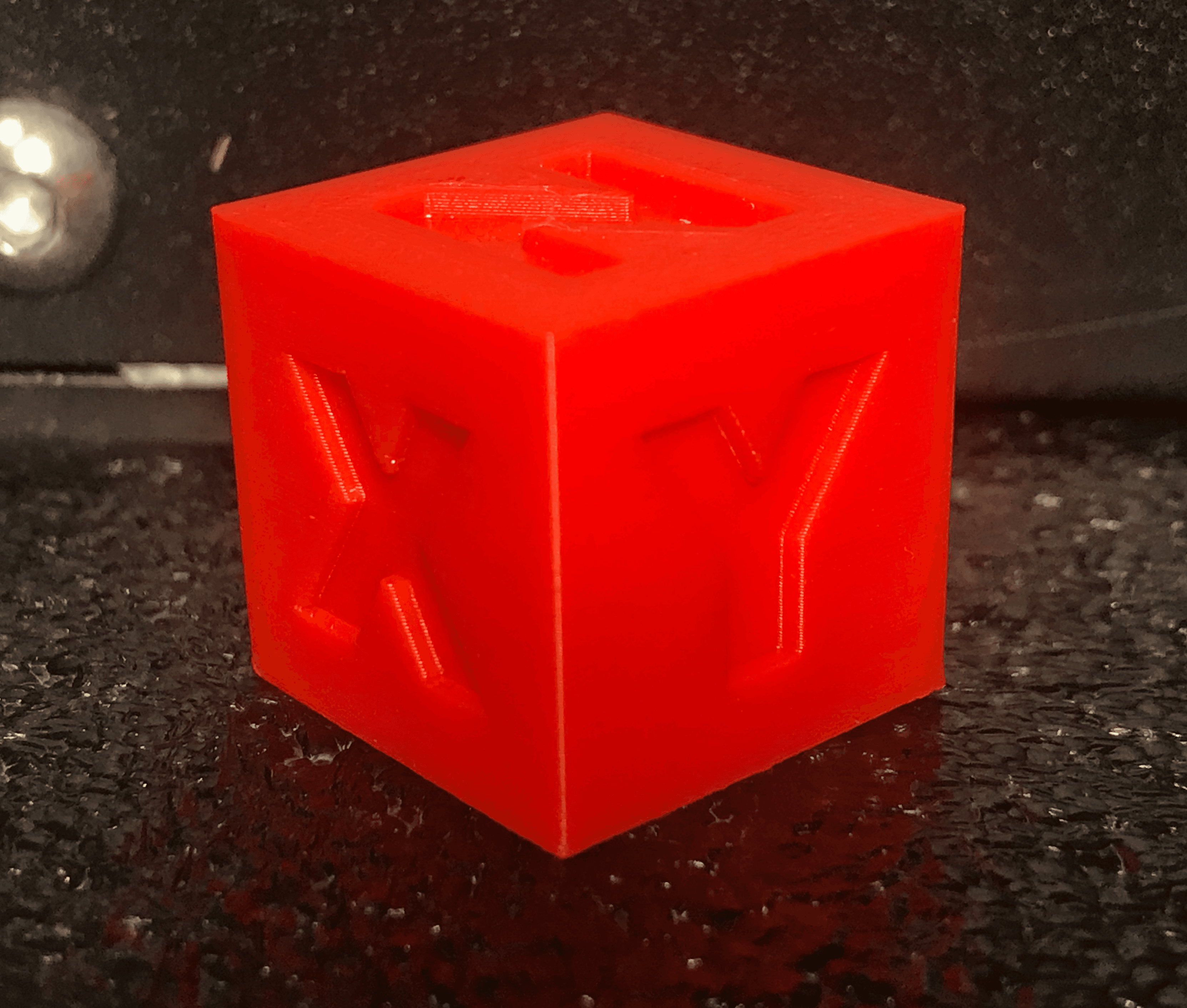
Hallow Calibration Cube
The Hallow Calibration Cube is a basic Calibration test designed to measure the accuracy and extrusion rate of FDM printers. This simple test takes less than an hour to print and under 10 grams of material.
For video information on this calibration test check out our youtube video on the hallow cube.
Check out the PDF for an Easier to read version of this information
Settings The ideal settings for this print allow for a base level assessment that lacks bias. Using the settings to the left can be great for testing out the machine’s accuracy and/or new materials to ensure that they are extruding correctly. If you want to be ambitious you can test new print settings to get dynamic material properties while ensuring that extrusion remains constant with the tuned settings.
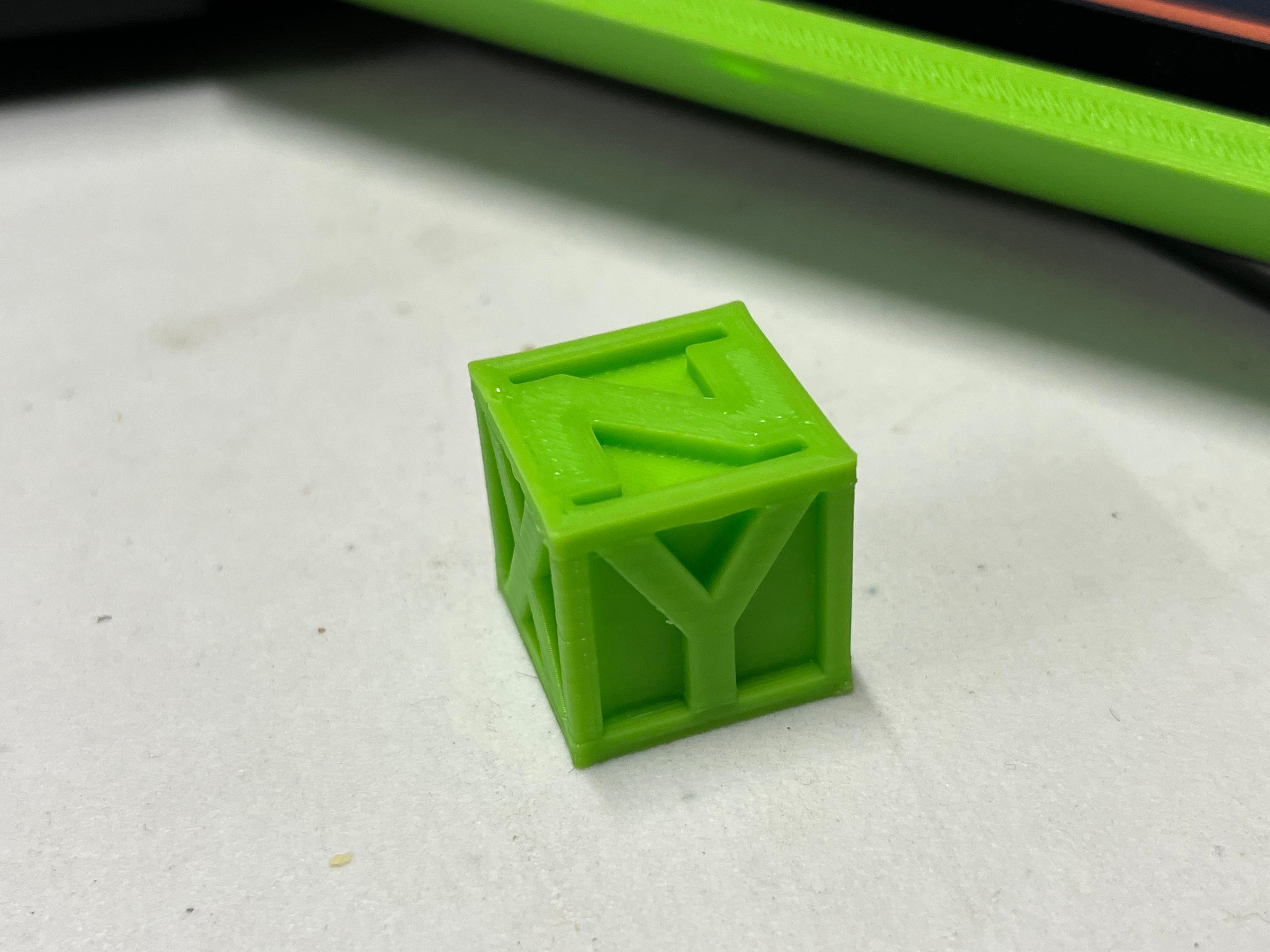
Inspection: In order to assess this model, you will need to use a vernier/micrometer to check; Wall thickness (2mm ±.1) x 4 walls Internal Space (23mm±.1) x 2 walls Overall Height (25mm ±.15) x 4 corners Internal Height (23 mm ±.15) x 2 spots If you have checked all of these details and they are within tolerance than your machine is well calibrated for this material and you can feel confident printing. If not then we will need to determine the cause. Wall thickness is not consistent: Along 1 Axis: This typically shows that one of your axis is out of calibration. Tighten the Axis Belt and run test again If there is a consistent issue after tightening the belt, then the motor steps will need to be refined in the EEPROM. All 4 sides This is typically a sign of under-extruding/ over extruding of the material. Check your slicer Ensure that the extrusion rate is set to 100% Filament diameter is set at the proper size for the filament you are using (yes if your filament is average 1.78mm instead of 1.75 this can cause over extrusion) Perform an extrusion measurement test Mark 100 mm past the tensioning bar Mark 110mm past the tensioning bar Feed 100mm through the controller Measure the material remaining/missing Repeat a-d 3 times to ensure accuracy and take the average of the answer (Current Steps x 100)/New Length 1 Wall is different Level the bed Height is not consistent/correct Corners are all the same but too high or too low This means that the Z axis is not calibrated properly. Perform the test 3 times Average the difference in height over the 3 tests Get the current Z step value out of the EEPROM (Test Distance (25mm)×Stepper Motor Value from EEPROM)/(Average Height of the Cube) Change the Z EEPROM Value to match the answer 2 Corners are different (on an angle) Level the bed (I know everyone knows this, but I have to put it) Single Z Drive Figure out direction of the slant Adjust the Z axis tensioning nut (check with your manufacturer) to straighten out the Z axis movement Double Z Drive One Port – Two Motors Check the tensioning nut on the Z Axis Ballscrew and ensure one side is not loose, repeat test. Check the Z Coupler to ensure it is holding tight to the motor and the ballscrew. Check with your supplier as there is a definite issue that is machine specific Two Port – Two Motors Check the tensioning nut on the Z Axis Ballscrew and ensure one side is not loose, repeat test. Check the Z Coupler to ensure it is holding tight to the motor and the ballscrew. Check the EEPROM to see if there is a separate value for both Z ballscrew If there is recalibrate using the steps from 2a.
3D Additive Fabrication Inc is a Canadian Company based out of Windsor, Ontario that specializes in custom manufacturing utilizing modern and traditional techniques.
Come check us out on social media on any platform; Links
Website: www.3daf.ca www.3dafinc.com
3DAF Inc. https://www.instagram.com/3dafinc https://www.linkedin.com/company/3dafinc https://www.facebook.com/3DAFINC Zander https://www.instagram.com/zchamberlain3d https://ca.linkedin.com/in/zchamberlain3d https://www.facebook.com/zchamberlain3d

calibration cube.stl
20 mm Calibration Cube.stl
20 mm Calibration Cube.stl
Tripod Cube.stl

20 20 20 Cube.stl
Raised Quad Snap (DS Part B)

Raised Double-Sided Snap (DS Part B)
Filament Friday Extra Fast Cura Profile
Ironing Stack - Test Print - Key Chain
CHEP Cube - Calibration Cube

Bowser - Super Mario Bros - Fan Art
.png&w=3840&q=75)
Venus Flytrap Snack Clips - Bag Clips
Clockspring3D Torture Toaster

Threaded Dragon Egg, Great for Easter and Gifts

Collapsing Katana with Curved Blade
Original 3D Benchy
CHEP Cube

SPIRIT OCTOPUS FREE
Creality K1 and K1 Max Cura Profile
.png&w=3840&q=75)